Reconstruction of unit No. 3 of the Bortnychi Aeration Station in terms of the automated control system for aeration tanks
- Object: Bortnytsia aeration station, block No. 3
- Capacity: 4 aeration tanks × 50,000 m³/day
- Aerotanks: №№ 15, 16, 17, 18.
- Total load: 200,000 m³/day
Initial conditions
- unstable operation of biological treatment;
- sharp fluctuations in the quality of treated wastewater;
- «swelling» of activated sludge in secondary settling tanks;
- complex operation under conditions of variable hydraulic and concentration loads
Project objectives
- ensure alternation of nitrification and denitrification phases;
- stabilize the technological process under variable loads;
- reduce the concentration of nitrogen compounds and phosphates;
- eliminate the causes of «swelling» of activated sludge;
- Ensure that the cleaning performance meets the requirements of the TPS.
Implemented technical solutions
Automated process control
The company developed and implemented an automated control system for aeration tanks No. 15-18, which ensures:- Automatic control of the nitrification and denitrification phases;
- adaptation of aeration modes in real time;
- stable conditions for biological removal of nitrogen and phosphorus.
Controlled parameters
At the first stage, the control system operates according to the readings:- of dissolved oxygen;
- redox potential (RP).
CIRCUIT DESIGN OF AERATION TANKS NOS. 15-16




RESULT ORIENTATION
- COD - 90.0 mg/l;
- Ammonium nitrogen NH4 - 10 mg/l;
- Nitrites - 7.0 mg/l;
- Nitrates - 45.0 mg/l;
- Phosphates PO4-P - 8 mg/l;
Design loads for wastewater at the inlet of aeration tanks:
COD - 440 - 970 mg/l; OR 85 - 290 mg/l; NH4 - 50 - 95 mg/l; PO4 - 23 - 67 mg/l).
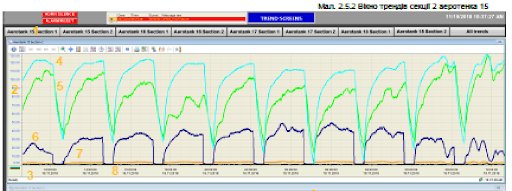
The achieved outputs of the aeration tanks are shown in the table. The actual data in the table of control parameters are based on the averaged data during one month of operation. It should be noted that the air supply was controlled using electric dampers, since the blowers of the unit were not equipped with frequency converters.

Wastewater enters the aeration tank after the primary settling tanks in almost no oxygen, so nitrogen is mainly represented by ammonium. In the process of nitrification, the concentration of nitrate ion in the aeration zone reaches 60-0 mg/l and drops below 10 mg/l during denitrification.

ACHIEVEMENTS OF THE ASKA PROJECT OF UNIT 3
- Reliable efficiency of wastewater treatment within the TPS at the outlet of the aeration tanks is ensured
- The daily amount of pollution discharged into the water body was reduced several times
secondary settling tanks of the unit are protected from «swelling» of activated sludge - The expected reduction in electricity consumption of 20-25% when using frequency
- regulation of blower operation
DIAGRAM OF THE AUTOMATIC CONTROL OF THE NITRI-DENITRIFICATION PROCESS

* Compared to TPS
**In our project, the change in air flow rate was regulated using electric valves on the supply manifolds in the aeration section. Controlled air supply using frequency control of blower performance reduces energy consumption by 20-25%.
Results achieved
Quality of cleaning
As a result, the implementation of automated control has been achieved:
- reducing the concentration of ammonium nitrogen to 2.8 mg/l;
- reduction of nitrite to 0.21 mg/l;
- reduction of nitrates to 7.65 mg/l;
- reduction of phosphates to 0.13 mg/l.
The indicators consistently meet the TPS standards and are confirmed by actual operating data.
Before/after comparison«
- Ammonium nitrogen: -96%
- Phosphates: -99%
- The total pollution load in the discharge was reduced several times
Operational advantages
- stable operation of secondary settling tanks;
- eliminating the «swelling» of activated sludge;
- reducing the impact of the human factor;
- Improving the reliability of the entire unit.
Energy efficiency
- energy saving potential of 20-25%. additional energy savings are possible with frequency control of blowers
Why this project is important
This case demonstrates that:
- Reconstruction of existing buildings can be an effective alternative to new construction;
- stabilization of facilities within the MPC
- Automation is the key to consistent cleaning quality;
- even under heavy loads, a significant environmental effect has been achieved.
Conclusion for the customer
Reconstruction + automation = stable environmental safety at optimal costs.